EAP(Equipment Automation Programing)系统是客户MES系统同整线各个工站间进行数据交换的中间层系统。
1)用以采集和存储各工位设备参数、故障、维护保养、维修信息、装配信息、测试信息等并预留与车间大MES系统对接接口;
2)用以工站间数据信息互通。
工位特点:
1、电芯托盘上料,采用上下层线体传送,可扩展人工小车自动上托盘功能;
2、电芯自动扫码、OCV/IR测试,全检,不良品自动剔除,并上传系统参数便于追朔;
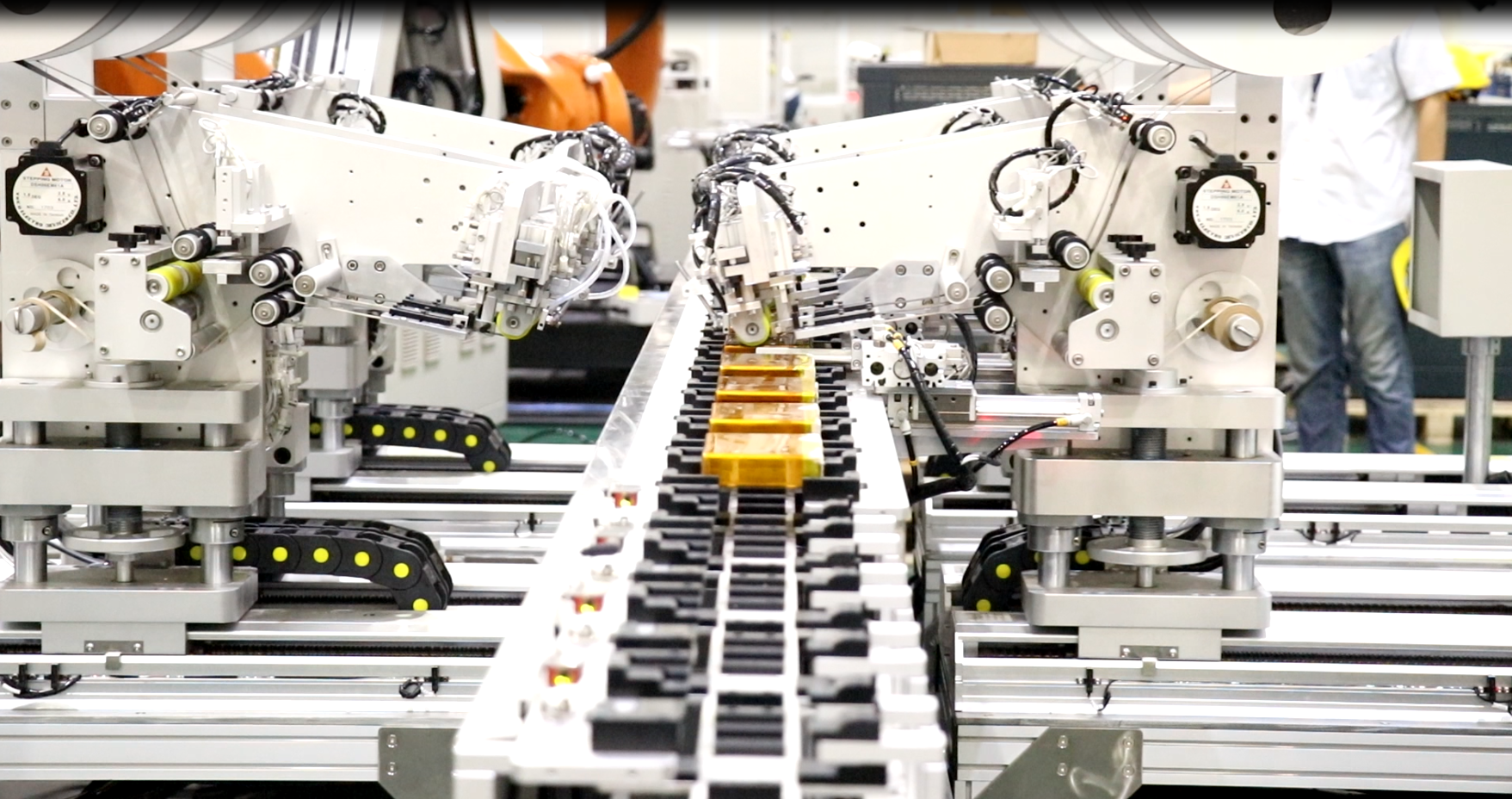
3、电芯侧面贴胶采用线边左右布置贴胶机贴胶,轮换使用,换胶不停机,且人工更换料卷安全可靠;
4、电芯工位间切换采用步进式传送,可扩展电芯侧面等离子清洗、电芯侧面涂胶等工艺,以适应不同模组组装工艺要求;
5、模组堆叠采用双工位工作,堆叠时另外一工位自动下料组装,工作效率高;
6、 模组组装采用双工位组装台,自动组装、自动对位、自动挤压,自动压紧,可实现电芯正装或者倒装两种形式;
7、侧板、端板连接可实现激光侧缝焊、CMT焊接以及螺栓连接方式(选择一种形式);
8、后段线体循环工装工作,工位顶升定位、自动扫码,保证位置的一致性及信息数据的准确捆绑无遗漏;
9、BUSBAR焊前检测CCD拍照,焊接工位自动寻址焊接,工位可靠的压紧定位,配合保护吹气保护装置,以确保焊接位置的准确性及焊接效果的稳定性;
10、采用自主研发高功率振镜焊接头,一次完成多个极柱焊接,工作效率高;
11、所有焊接系统均具有激光器功率反馈功能,以保证焊接功率的稳定性;
12、CCD智能焊后检测系统对BUSBAR焊缝实现代替人工全检,保证焊缝检测的准确性;
13、所有人工打螺栓工位辅助平衡臂,自动供料到枪头,减轻劳动强度,提供工作效率;
14、所有电芯、模组工装均为定位独立设计,方便兼容换型电芯或者模组;
15、大族自主开发MES系统,扩展方便,操作灵活,更大程度上适应不同厂家、不同工艺路线的控制及数据传输。
a、大功率振镜对焊接范围可达到220*180mm,光斑跳转速度快,光斑运动速度可以达到3000mm/s,速度可达一般的伺服电机平台的10倍以上。
b、焊接拉力 ≥100N ;
设备能力指数 ≥1.67;
设备产品一次优率 ≥99.8% ;
设备故障率DT ≤2.0%;
整套系统 60S/module (按2P6S计算);
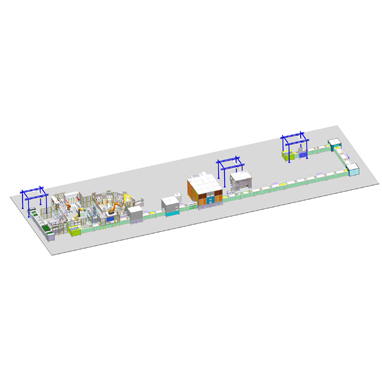
储能模组及PACK整线
电芯来料、电芯测厚、电芯堆叠(端板,隔板,电芯)、下箱体上料、模组入下箱体、人工...
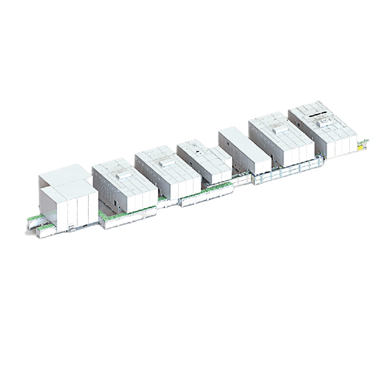
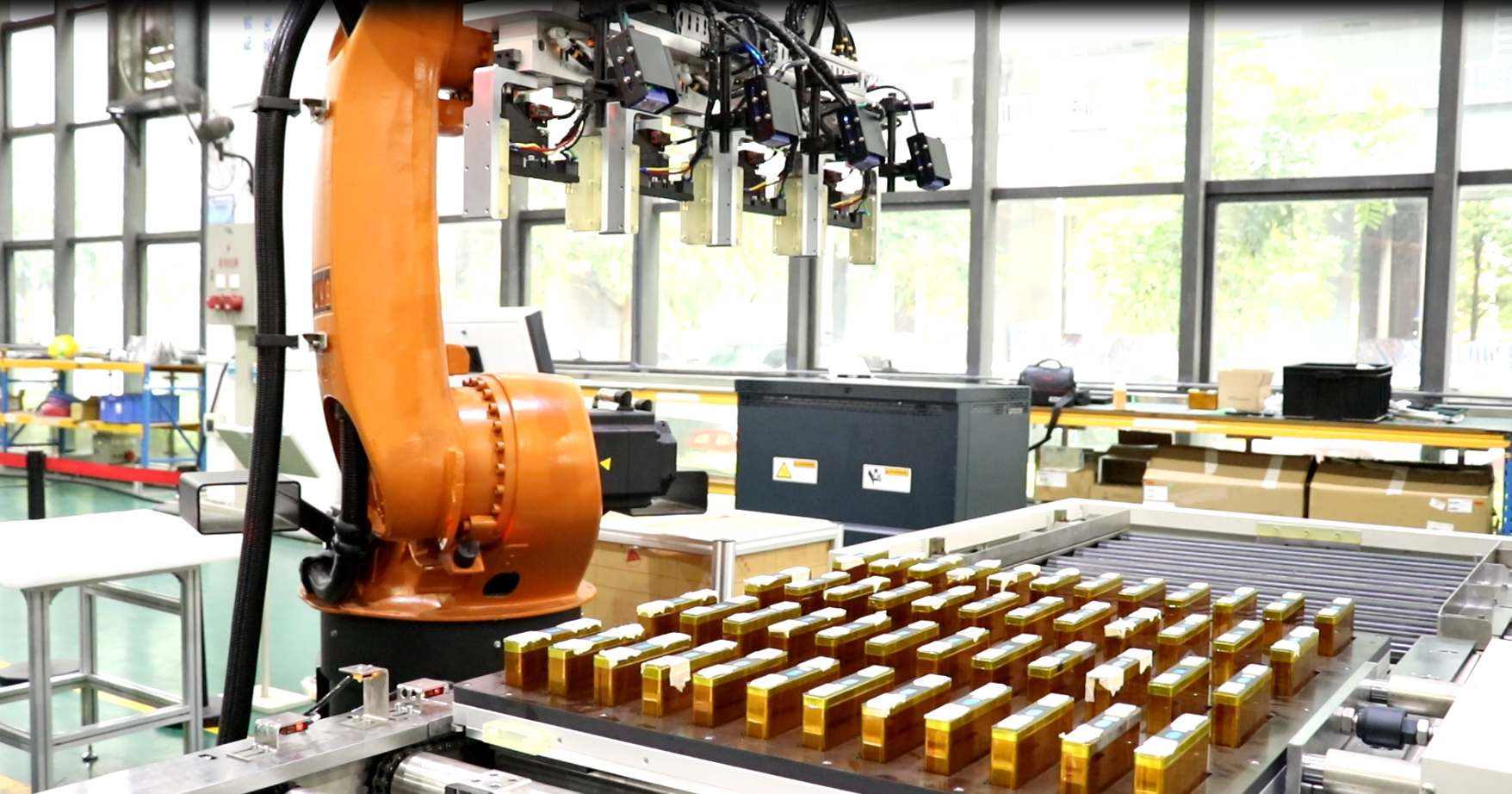
储能电芯组装整线
该设备用于方形铝壳储能电芯自动组装及检测,具有电芯预热,热压HI-pot测试、电...
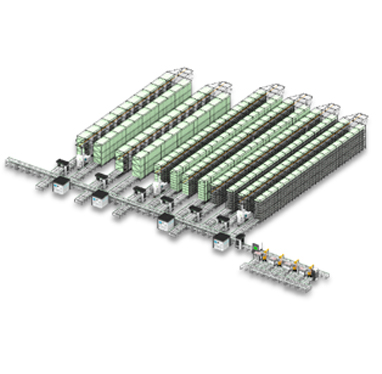
方形电池高温负压化成
化成是对电池的首次充电,激活电池内的活性物质,同时在阳极表面生成一种致密的膜,以...
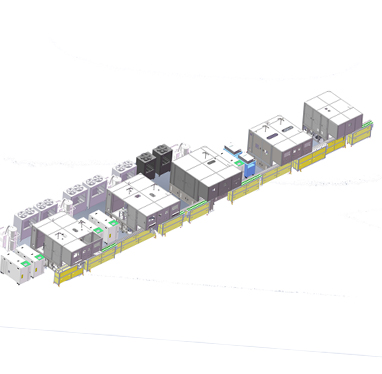
超电自动激光焊接生产线
超电自动激光焊接生产线采用模块化设计,以线体传送,沿线分布工作站的方式进行生产布...




 地址:
广东省深圳市宝安区福海街道重庆路12号大族激光全球智造中心
地址:
广东省深圳市宝安区福海街道重庆路12号大族激光全球智造中心  咨询热线:
400-666-4000
咨询热线:
400-666-4000  邮箱:
hans-sle@hanslaser.com
邮箱:
hans-sle@hanslaser.com